| 质量等级 | 一级 |
|---|---|
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
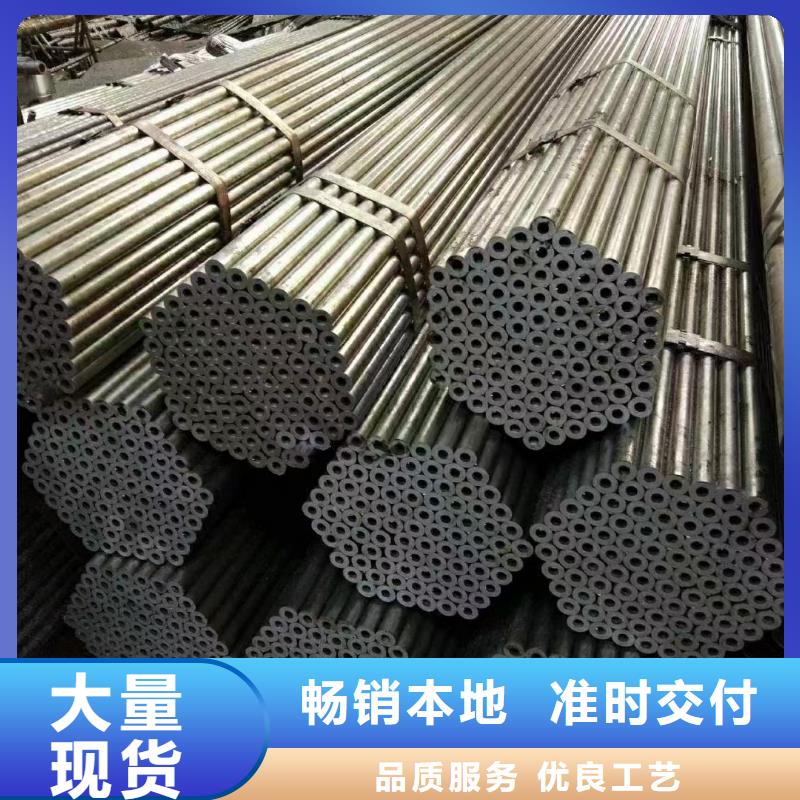
金海金属材料有限公司是经云南德宏工商局批准成立的专业从事 云南德宏3087低中压锅炉管生产和销售的大型厂家。面对 云南德宏3087低中压锅炉管市场日益激烈的竞争,公司员工将一起创造、接受挑战,在诚信、敬业、奉献的精神指导下,将公司推上一个更高的层次!



今日开市,江阴无缝钢管价格暂稳,市场基本已经休息。截至发稿时,江阴无缝钢管报价:长江产Ф48*4mm冷拔管报价6500元/吨;长江产Ф57*3.5mm冷拔管报价6450元/吨,华润产Ф159*6mm报价6050元/吨。常州讯:今日开市,常州市场无缝钢管价格暂稳,市场基本已经休息。截至发稿时,常州无缝钢管报价:山东产冷拔管Ф57*3.5mm规格报价6150元/吨;山东产Ф108*4.5mm规格报价5650元/吨;山东产Ф219*6mm规格报价5600元/吨。
原材料方面:15日江苏热轧管坯价格稳定,现20#淮钢5400元/吨,中天5400元/吨,龙腾5370元/吨,长强5310元/吨,东方5310元/吨。15日山东热轧管坯厂提价暂稳,Φ75-130mm钢厂直发含税:鲁丽4940元/吨,潍钢4980元/吨、天钢4980元/吨、临沂江泉4900元/吨(Φ50-70mm4950)。
市场方面:今日江苏管坯价格暂稳,江阴地区管厂暂未调整出厂价格。近期江苏管坯价格一直处于高位,江阴地区本地管厂挺价意愿强。目前江阴长江钢管厂库存维持在3万吨左右,江阴华润钢管厂库存维持在8000吨左右,管厂库存均维持在正常水平。综合来看,预计短期内江阴地区无缝钢管价格或将以持稳运行为主。今日山东管坯价格暂稳,山东地区管厂暂未调整出厂价格。目前常州地区无缝钢管贸易商出货情况尚可,贸易商挺价意愿强。综合来看,预计短期内常州地区无缝钢管价格或将以持稳运行为主。



鞍钢无缝钢管的根本面是产值高位运转,库存加快回落,但总量仍然较高,短期内市场供应压力仍然较大;本钱支撑力气薄弱;进入消耗冷季,需要难以显着转好,因为经济乏力、产能过剩严峻,制造业低迷,公司盈余才能大幅降低。在经济疲软的大布景下,产能过剩压力愈加凸显,即使粗钢产值开端进入降低周期,但经济回落致使钢铁需要面对更长时刻的疲软,使减轻钢铁供需对立的动力变得愈加软弱,近几日商场遭到周末钢坯价钱反弹影响,出现一波较显着的涨势,微观商场并未放出利好音讯,加商场之无需要的撑持,此波反弹行情并未继续多久。
伴跟着资本商场的走强拉升,钢市再度掀起一小波上涨气势,可是从商场的反响状况来看,需要较疲软的现状对商场的镇压依旧大大强于资本商场股动的利好。而从各制品材价钱拉涨的起伏上来看,也较前一日有所收窄,上游方坯价钱拉涨的动力与继续性也尚显乏力,估计钢价上涨的气势将难以继续,夏天火热难耐,35摄氏度的高温炙烤大地,然其时的钢市行情仍如掉入冰窟,难能火热的起来。跟着时辰的推移,鞍钢无缝钢管需求冷季效应现已初步逐步闪现,下贱需求仍显疲软,跟着国内经济面回暖乏力,制造等工作复苏仍较为缓慢,致使对钢材的耗费难以放量,国内钢材商场代价将继续高难低就。
那么关于眼下来看,时至八月中旬,夏天高温盛暑,户外工程开工或将遭到一定的束缚,加上工业、制造业等低迷气势,板材需求亦将遭到约束。下贱需求全体偏弱,钢市在很长一段时辰都恐无力反弹,而面对代价的不断走低,商家亦是不可承受,后期钢价或仍连续弱势轰动格局。八月,天气非常炎热,和即将到来的雨季,在下游需求有一定影响。根据月度报告,基础设施薄弱,短期复苏的格局不会改变,在固定资产投资增长有可能,但空间可能是有限的。八月,市场情况更困难。分析师表示,钢铁产量很高压力下,减少库存,并在鞍钢无缝钢管市场需求逐渐进入淡季的采购,供应和需求或更严重的矛盾,并预计无缝钢管价格将继续保持下降的趋势。



导致无缝钢管纵向裂纹原因分析
导致无缝钢管纵向裂纹的原因很多,包括材料因素和工艺因素。如果无缝钢管本身塑性差或退火不好,纵向开裂的概率会增加,但根本原因在于无缝钢管冷拔后的高残余应力。
从断裂力学的观点来看,构件的断裂是其内部微裂纹形成和扩展的结果。无缝钢管的纵向裂纹基本上是脆性断裂,裂纹形状是张开的。
一般来说,金属中微裂纹的存在是不可避免的,但在相同的材料条件下,是否会发生断裂取决于作用在构件上的拉应力。作用在构件上的拉应力可以是外加载荷,也可以是自身存在的残余应力。
冷拔后,尤其是空拔后,无缝钢管具有较高的残余应力,在无缝钢管外表面附近表现为切向和轴向拉应力,其值对于大直径无缝钢管可以达到很大的值。根据上述拉伸断裂机理,可以认为无缝钢管外表面附近存在的切向残余应力对无缝钢管的纵向裂纹起着关键作用。



无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。